


















Description
FANUC M-20iA/12L Welding Robot – Year 2016
Technical data of the FANUC M-20iA/12L industrial robot
welding method: MAG 135, MAG 136
number of axes: 6 (J1, J2, J3, J4, J5, J6) + 2 external axes in the form of a track with an extension arm
payload: 12 kg
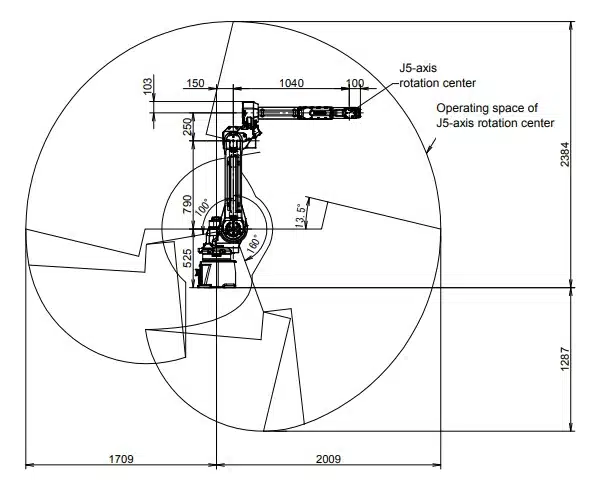
horizontal arm reach: 2009 mm
robot axis movement range
J1 axis: 185° / -185°
J2 axis: 160° / -100°
J3 axis: 275.6° / -185°
J4 axis: 200° / -200°
J5 axis: 180° / -180°
J6 axis: 450° / -450°
working travel range of external axis 1: 8000 mm
working travel range of external axis 2: 1600 mm
robot axis motion speed
J1 axis: 200°/s
J2 axis: 175°/s
J3 axis: 190°/s
J4 axis: 430°/s
J5 axis: 430°/s
J6 axis: 630°/s
positioning repeatability: ± 0.08 mm
track positioning repeatability: ± 0.15 mm
Touch Sensing function (workpiece displacement detection)
Torch Guard Package function (detection of welding torch collision with an object)
Arc Sensor function (welding gun tip follows the welding path to match the actual position of the workpiece)
track drive: electric
mounting: floor, wall, inclined, upside down
RCC cable length (controller – mechanical unit): 7 m
length of cable for iPendant programming console: 10 m
number of additional digital inputs/outputs: 8DI 8DO
USB port
average power consumption: 1 kW
maximum pressure of cooling unit: 3.8 bar
noise level: <70 dB
controller weight: 120 kg
M-20iA/12L welding robot weight: 250 kg
Equipment of the FANUC robotic welding station
robot arm: FANUC M20iA/12L
controller: FANUC SYSTEM R-30iB
welding source: FRONIUS TPS 500i
portable teach pendant: FANUC A05B-2255-C101#EGN
photoelectric barriers
MIG/MAG manual welding torch: FRONIUS
torch cleaning station: FRONIUS Robacta Reamer
cooling unit: FRONIUS CU 1400i Pro
track with pillar boom
spool wire feeder: FRONIUS WF 25i R/PAP/4R/G/W/FSC
welding wire packaging system: ESAB MARATHON PAC
FANUC M-20iA/12L welding robot, manufactured in 2016, is designed for highly accurate welding of large workpieces with complex shapes. The machine performs the welding process using the MAG 135 or MAG 136 method, which is characterised by excellent precision, positioning repeatability of ± 0.08 mm and superior weld quality.
The FANUC industrial robot is designed to increase production efficiency while maintaining high precision. In order to significantly extend the life of the machine, all cables and tooling have been perfectly retracted in the arm to prevent kinking, tearing and cable rubbing. The extremely lightweight FANUC M-20iA/12L robot arm with 6 dynamic axes moves on an electrically driven track with 2 external axes with a working traverse range of 8000 mm (axis 1) and 1600 mm (axis 2).
The robot is integrated with a FANUC SYSTEM R-30iB controller, which is responsible for controlling, among others, the axis servo amplifiers, including additional axes. More than 250 functions and the ability to connect remote computers and other equipment via Ethernet allow the machine to be used comprehensively in the production process. The M-20iA 12L robot arm also features a number of useful functions, i.e. Touch Sensing (workpiece displacement detection), Torch Guard Package (welding torch/object collision detection) and Arc Sensor (welding torch tip following the welding path).
During any stage of production, the machine’s welding torch can be cleaned by the FRONIUS Robacta Reamer cleaning station. The cleaning station first cuts the welding wire in order to then clean the torch body by peeling and introducing a special anti-adhesion substance. This solution ensures that the FANUC 20iA/12L robotic welding station remains in perfect condition for many years of operation.
The welding wire with very low feed resistance is continuously and accurately delivered to the torch during the automated welding process. To make this possible, the ESAB MARATHON PAC welding wire packaging system with the FRONIUS WF 25i R/PAP/4R/G/W/FSC spool wire feeder is positioned right next to the track on which the robot moves. The robotised welding station also features a fully digital FRONIUS TPS 500i welding power source. The microprocessor-controlled inverter welding source takes and monitors process data at all time to allow for the possible correction of irregularities in real time and to ensure that the operating parameters are optimally adapted to the user’s needs.