





















Tumakon Traverselijn – Year 1994
Contact us for price
Description
Tumakon Traverselijn – Year 1994
CNC bending machine
Manufacturer: Tumakon
Type: Traverselijn
Type: CNC bending machine
Year of construction 1994
Accuracy 0.1mm, equipped with external hydraulic unit, 380 volts
Transport on request.
including fencing and switch boxes
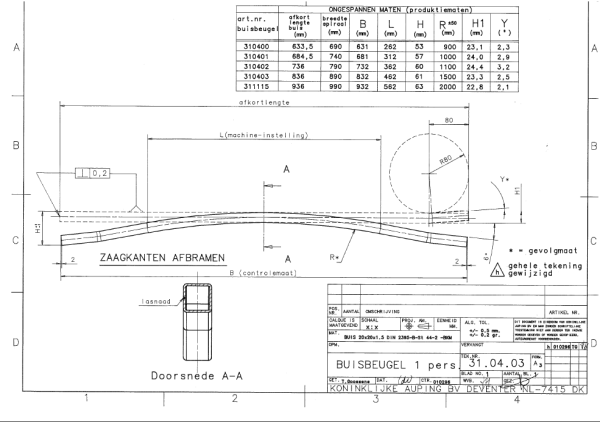
Specifications of cross braces to be bent.
* For spiral widths from 690 to 990 mm (690, 740, 790, 890, 990).
* The travel length (B size) varies from more than 600 mm to approx. 940 mm.
* Pipe section: transport any section between 20×20 and 40×40 mm.
* Maximum tube diameter to be bent: 40x30x2 mm.
* The maximum throughput height (H size) is more than 70mm.
* L sizes separately: 212, 262, 312, 362, 412, 462, 512, 562 and 612 mm.
* Bend over an 80mm bend radius, at 80mm from the end of the tube (possibly up to 120mm from the end)
* Trade grade pipe: variable yield strength and tolerances, possibly high yield strength steel to give strength 500 N/mmz, (ie more springback after deflection).
* Width adjustment up to 1400mm
Brief description of how the machine works
Straight, trimmed and deburred tubes are received automatically from a conveyor belt on which the tubes must be manually moved during bending
Tubes (travels) are automatically executed at the end of the line. The trusses must then be removed by hand onto pallets.
The bending takes place in two consecutive stations:
1. Bend the ends of the tube without correction in the counter bending station.
2. Bend the entire tube with correction in the bending station
The bending takes place in three phases with regard to the required accuracy:
– To bend
– Measure return
– connect
After pre-bending, the springback is measured. This increases the sweep depth, the second curve has been adjusted to achieve the desired value. these steps
always one after the other at the bending station (within the stepping time of the machine) counterbending is necessary to achieve the correct insertion angle in the side profile.
Optionally, counterbending can be skipped. The cutting length has been precisely determined in advance, so sawing is not necessary. Only one line i.v. in operation. the correction on the deflection at the deflection station (the springback is different for each tube). The cycle time per station is approx. 5 seconds.
Two bending principles are applied:
1. Counterbending: Mandrel back bends over the ends over a bending disk to the desired angle (counterbending station). In the inner bend, a bulge is pressed to prevent bulging.
2. Bend: Four-point bend for desired center pass, (deflection station). Theoretically, the part between the two internal pressure points at a distance L is a pure arc of a circle.



